车削中心


1、阶级式导轨、30度整体重型床身,加大底部面积,有助于重切削
2、采用FEA技术对复杂工况分析,优化结构,保证机床的优异性能
3、对称式主轴箱结构,进口双列圆柱滚子轴承,精度更高
4、大规格滚柱导轨,专利传动技术,实现亚微米级重复定位精度
5、采用油脂润滑,润滑效果好,更加清洁环保

CTN400系列是引进日本技术研发生产的一款高性能数控车削中心,依国产代替进口为目标,生产过程采用日本先进的装配工艺,同时,金星具有近60年机床制造经验,具有优异的精密零部件装配技术,这也是CTN400系列精益生产的基础。
CTN400系列数控车床通过采用先进的主轴结构、专利传动结构、FEA技术,实现机床高刚性、高稳定性设计,有效解决客户高速切削、高光洁度切削、精密切削的多种需求,可以广泛满足汽车、电子、家电、航空航天、模具、仪器仪表等各行业对中小型精密零件的高效率加工需求。
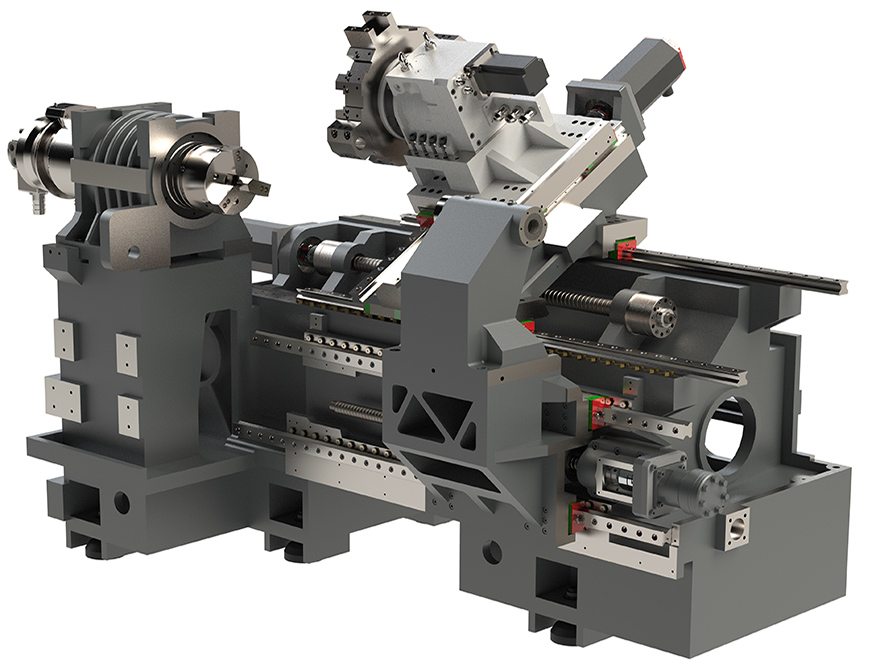
床身结构:整体布局采用高刚性阶级式结构,形成30°整体斜床身,加大底部面积,提高机床在使用过程中的稳定性、高刚性;采用FEA技术对复杂工况分析,模拟分析模拟各种工况下的变化,现实复杂性和高刚性设计,优化结构,保证机床的优异性能
主轴:主轴采用高精度主轴结构,同时采前3后2高精度角接触球轴承,保证良好的加工精度和刚性。主轴电机采用低速大扭矩伺服电机并与主轴一体式连接,满足客户高速切削、强力切削、有色金属切削等需求,并大幅提升切削表面质量;主轴箱可选配主动式散热,优化主轴在使用过程中发热量较大的问题,实现高精度加工。
X/Z驱动:X/Z轴采用精密滚珠丝杠,并采用预拉伸双端固定安装,以降低热膨胀,从而提高机床的刚性、稳定性和精度,同时, X轴、Z轴均采用35滚柱导轨,有助于重切削,同时通过采用滚柱导轨,在实现高刚性、高速性、耐久性、长寿命的同时保证了重复高速定位,从而带来长期高可靠的加工和免护运行;X轴和Z轴的快移速度均为30m/min;
可程式尾座:尾座采用液压马达驱动,并配合到位检测、调压阀,实现了可程式精确定位及顶紧力调节。尾座推力可以根据需要调节,同时采用滚珠丝杠传动,实现最大限度的宽范围调节,有效缓解顶紧力过大造成的工件变形,保证了零件的加工精度;同时,可选配主轴式活顶尖、副主轴。
节能、环保方面:丝杠、导轨全部采用油脂润滑,减少了润滑油消耗,减少了对冷却液的污染,切削液寿命大大提高。全封闭的防护罩完全避免了切屑和烟尘的外溢,不会对工作环境造成污染。
本机床所有零部件加工、装配成品质量符合产品图纸及相关技术要求,符合GB15760-2016《金属切削机床安全防护通用技术条件》的有关规定,符合GB/T16462.1-2023《数控车床和车削中心检验条件,第1部分:卧式机床几何精度检验》。
| 类目 | 单位 | 参数 | |
| 加工范围 | 最大回转直径 | mm | Φ600 |
| 最大车削直径 | mm | Φ340 | |
| 最大铣削直径 | mm | Φ400 | |
| 最大加工长度 | mm | 车480/铣520 | |
| 主轴通孔直径 | mm | Φ56 | |
| 拉杆通孔直径 | mm | Φ46 | |
| 行程 | X轴行程 | mm | 225 |
| Z轴行程 | mm | 540 | |
| 主轴 | 主轴形式 | 机械 | |
| 额定输出功率 | kW | 7.5 | |
| 主轴端部形式 | A2-5 | ||
| 主轴转速 | rpm | 5500 | |
| 卡盘 | 6” | ||
| 刀塔 | 刀具容量 | 12 | |
| 车刀刀体尺寸 | mm | ⼞20×20 | |
| 最大镗刀直径 | mm | Φ25 | |
| 进给轴 | X轴快进速度 | m/min | 30 |
| Z轴快进速度 | m/min | 30 | |
| X/Z输出功率 | kW | 1.7 | |
| 精度 | X/Z定位精度 | mm | 0.006/0.008 |
| X/Z重复定位精度 | mm | 0.003/0.003 | |
| 尾座 | 尾座形式 | 液压可程式尾座 | |
| 尾座锥孔形式 | MT4 | ||
| 尾座最大移动量 | 435 | ||
| 其他 | 动力源(连续) | KVA | 18 |
| 长×宽×高 | mm | 2200×1900×2100 | |
| 机床净重 | Kg | 3800 | |